Hvad er de typiske anvendelser af 3 rulle hydraulisk plade rullemaskine i industrier som skibsbygning, luftfart eller stålkonstruktion?
3 rulle hydraulisk plade rullemaskine er meget udbredt på tværs af forskellige industrier på grund af deres effektivitet og præcision ved bukning og valsning af metalplader. Her er nogle typiske applikationer i nøgleindustrier som skibsbygning, luftfart og stålkonstruktioner:
Skibsbygning
Skrogkonstruktion: Maskinen bruges til at rulle store stålplader til cylindriske former til skibsskrog, hvilket sikrer strukturel integritet og optimal hydrodynamik.
Dæk og skotter: Plader bukkes til konstruktion af dæk og skotter, som kræver præcis krumning for at passe til skibets design.
Tankkonstruktion: Rullemaskiner hjælper med at skabe cylindriske tanke til opbevaring af brændstof, vand og andre væsker på skibe.
Luftfart
Flykroppe: Den rullende maskine bruges til at danne skrogsektioner af fly, som kræver specifikke krumninger for aerodynamisk ydeevne.
Vingestrukturer: Buede komponenter til vinger, såsom for- og bagkanter, kan fremstilles ved hjælp af en hydraulisk pladevalsemaskine med 3 ruller.
Luftfartskomponenter: Andre dele, såsom motorhuse og strukturelle rammer, nyder godt af maskinens præcisionsbøjningsegenskaber.
Stålkonstruktionskonstruktion
Strukturelle bjælker og søjler: Maskinen ruller plader for at skabe buede bjælker og søjler, der bruges i arkitektoniske designs og strukturer, hvilket forbedrer æstetisk appel og strukturel støtte.
Broer og overkørsler: Pladerulning er afgørende ved fremstilling af komponenter til broer, herunder buesektioner og andre buede strukturelle elementer.
Industrielle rammer: Det bruges til at skabe buede rammer til forskellige industrielle applikationer, herunder maskinstøtte og bygningsrammer.
Fremstilling og fremstilling
Lagertanke: Maskinen bruges til at rulle plader til konstruktion af store lagertanke, der bruges i forskellige industrier, såsom olie og gas, kemikalier og vandbehandling.
Trykbeholdere: Rullemaskiner er essentielle i fremstillingen af trykbeholdere, der kræver præcis krumning for at modstå høje tryk.
Rør og slanger: Det kan bruges til at rulle plader til rør og rør med stor diameter til VVS-, industri- og landbrugsapplikationer.
Dekorative og arkitektoniske applikationer
Arkitektoniske egenskaber: Maskinen kan skabe buede elementer til bygninger, såsom buer, kupler og dekorative facader.
Møbeldesign: I møbelindustrien bruges det til at skabe afrundede metalkomponenter til forskellige møbeldesigns, hvilket øger den æstetiske appel.
Vedvarende energi
Vindmøllekomponenter: Maskinen bruges til at rulle plader til fremstilling af komponenter såsom tårne og vinger i vindmøller.
Solpanelrammer: Rullemaskiner kan også bruges til at skabe buede rammer til solpaneler, hvilket bidrager til sektoren for vedvarende energi.
Alsidigheden og præcisionen af 3 rulle hydraulisk plade rullemaskine gør dem uundværlige i industrier, der kræver nøjagtig bøjning og formning af metalplader. Deres anvendelser spænder fra kraftige strukturelle komponenter i skibsbygning og luftfart til æstetiske træk inden for arkitektur og vedvarende energi, hvilket viser deres afgørende rolle i moderne fremstilling og konstruktion.3
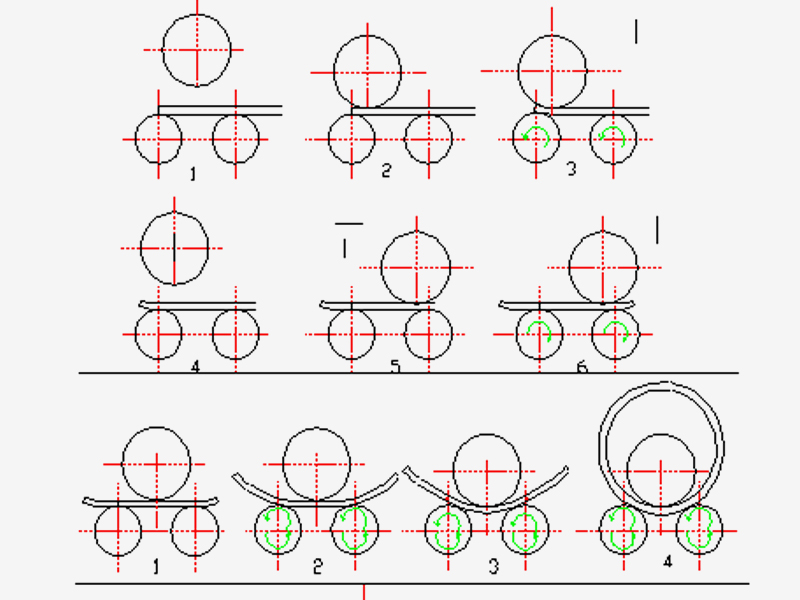
 1. Denne type pladeviklingsmaskine har funktionen af pladeendeforbøjning, og den resterende lige kant af forbøjning er mindre end 2,5 gange pladetykkelsen.
1. Denne type pladeviklingsmaskine har funktionen af pladeendeforbøjning, og den resterende lige kant af forbøjning er mindre end 2,5 gange pladetykkelsen.