 En ny generation af olie-elektrisk hybridteknologi, energibesparelse og emissionsreduktion, høj effektivitet og lav varme, og stærkt reduceret arbejdsstøj;
En ny generation af olie-elektrisk hybridteknologi, energibesparelse og emissionsreduktion, høj effektivitet og lav varme, og stærkt reduceret arbejdsstøj; 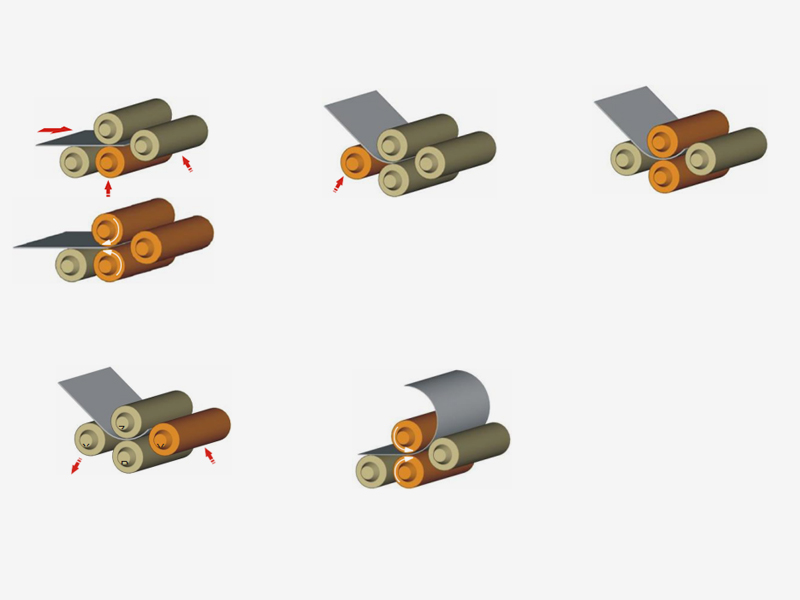











Hvad er en kantpressemaskine? Ethvert fabrikationsværksted, der former metalplader til beslag, indkapslinger eller strukturelle paneler, er afhængigt af én kernemaskine: kantpressen. På de...
Læs mere
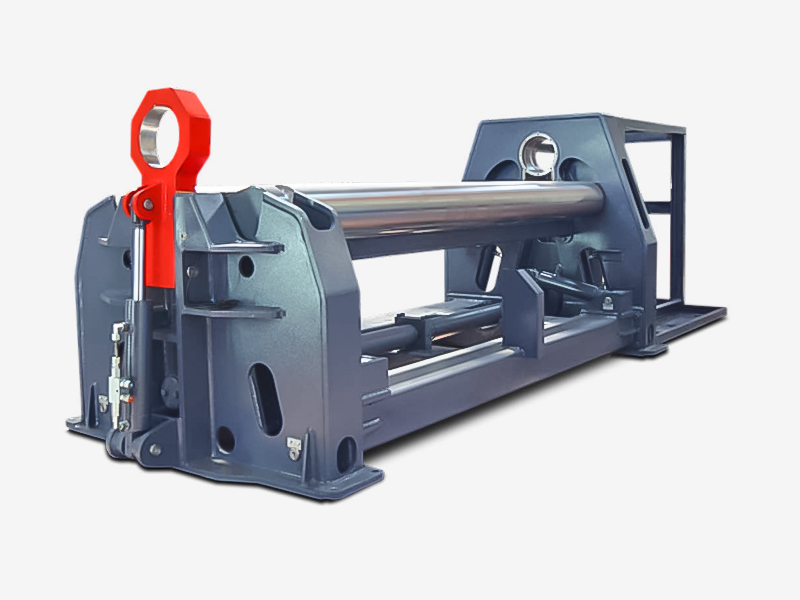
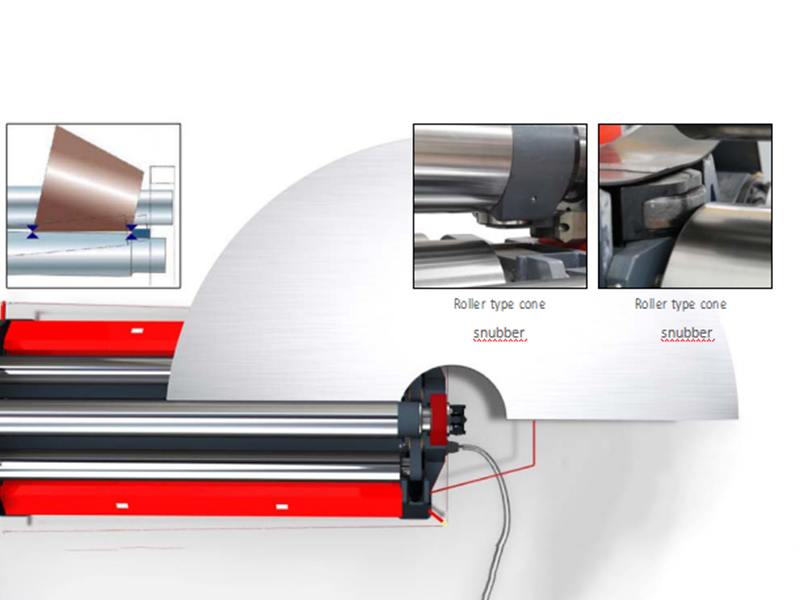
CNC 4 rullepladevalsemaskine er et avanceret pladevalsningsudstyr, der præcist kan styre parametrene for pladevalseprocessen, såsom pladens diameter, pladens hastighed, tykkelsen osv., for at opnå høj- præcisionsbehandling. Det kan overvåge og justere behandlingsparametrene i realtid, sikre præcisionen og konsistensen af spolebehandlingen og opfylde forskellige behandlingskrav. Med automatiserede forarbejdningsprocedurer og modeller kan automatiseret produktion opnås, forbedre produktionseffektiviteten og reducere lønomkostningerne.
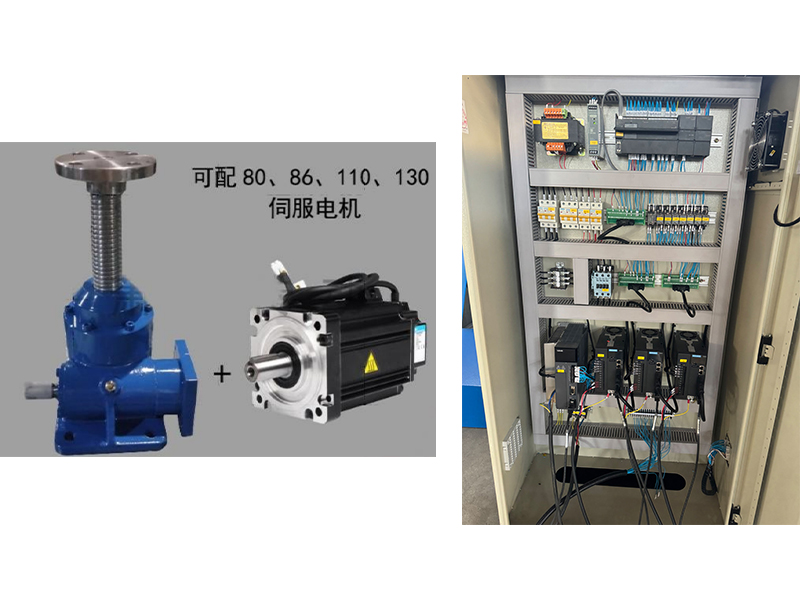
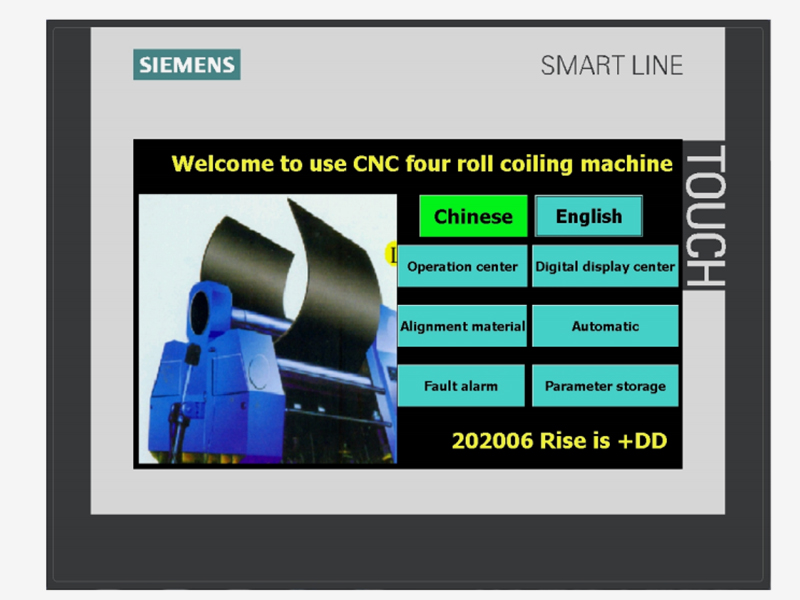
Det automatiske CNC-viklemaskinesystem er enkelt at betjene, operativsystemet er stabilt, holdbart og velegnet til alle slags arbejdsforhold, det komplette kontrolsystem inkluderer:
(1) Pladen placeres vandret - ikke så skråtstillet som pladevalsemaskinen med tre ruller;
(2) Brug af siderulle hurtigt på den positive plade (r for at undgå risikoen forårsaget af ukorrekt);
(3) Kun optage plads på læssesiden;
(4) Kanten af den lige linjesektion er stærkt reduceret (på grund af den enestående forbøjningsevne falder spændepunktet helt på kanten af pladen);
(5) Det nemmeste udstyr at rulle, hver siderulle behøver kun én position til at rulle støbning;
(6) Hele processen dannes én gang (forudsætningen er, at udstyrskapaciteten skal være passende), inklusive bøjningen af pladehovedet;
(7) Pladebøjning er velegnet til effektiv automatisk spolefremstilling.
