-


Model:
+86 131-4173-2687(WhatsApp)
Hvordan gennemfører en CNC-rullende maskine på fire rulleplader rullen af specielle formede dele?
2025-02-21
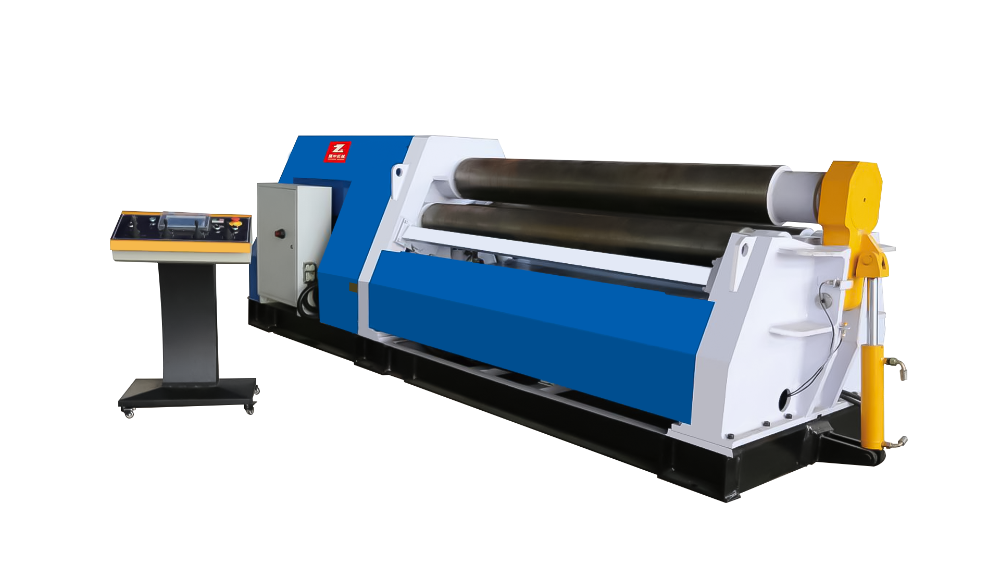
Nedenfor viser vi dig den rullende proces med L-formet engangsformning med en fire-rulle Plade rullende maskine med et tilpasset 2 mm tyk rustfrit stålmateriale og en bredde på 1 meter.
1. Forberedelse: Klip først den 2 mm tykke rustfri stålplade til den passende størrelse og sørg for, at overfladen på pladen er flad og ikke har nogen åbenlyse defekter. Derefter, i henhold til størrelses- og krumningskravene til de L-formede specialformede dele, skal du indtaste de tilsvarende programmeringsparametre i CNC-systemet.
2. Pladeplacering og klemme: Sæt den ene ende af den skårne rustfrie stålplade i de øvre og nedre ruller, udstyret begynder at køre, og de øverste og nedre ruller klemmer pladen. På dette tidspunkt stiger den højre rulleaksel for at spille en positioneringsrolle, rullen roterer, indtil pladen understøtter den rigtige rulle, og derefter nulstilles højre rulle, og rullen vender tilbage til at vende tilbage til nulpunktet for at afslutte nulpunktskalibreringen af pladen.
3. Pre-bøjningsoperation: Rullen drejes til den position, hvor buen skal rulles, og venstre rulle stiger for førbøjning. Under præ-bøjningsprocessen anvender venstre rulle passende tryk for at få pladen til at begynde at bøjes oprindeligt til den første bøjningsvinkel tæt på L-formen. Når førbøjningen er afsluttet, nulstilles venstre rulle.
4. den første bue-rullende: Den højre rulle stiger til den førbøjende position, og derefter roterer tællerrullen og den højre rulle på samme tid, hvilket kører pladen til krøller og danner gradvist den første bøjningsvinkel i L-formen, og den rigtige rulle nulstilles efter rullende til en halvcirkel.
5. Den anden bue, danner den anden bøjningsvinkel på L-formen og gennemfører derved rullen af den L-formede specialformede del.
6. Tag emnet ud: Efter at rullen er afsluttet, roterer tællerrullen til nulpunktet, den nederste rulle af modrullen falder ned, og derefter tages den rullede L-formede specielle formede del omhyggeligt .3








Copyright o Nantong Tengzhong Machinery Manufacturing Co., Ltd. All Rights Reserved.
